
Unsere Boote, egal ob sie an der Küste oder im flachen Wasser gerudert werden bestehen in der Regel aus Glasfaserverstärken Kunststoffen (GFK).
Bei der Herstellung von Küstenbooten sind genutzten Materialien ähnlich, unterscheiden sich aber im Detail. Glasfaser werden hin und wieder ausgetauscht mit Kevlar oder Carbonfaser, Polyesterharze tauscht man mit Epoxid Harzen. Aber es gibt Unterschiede im Herstellungsverfahren. Die gebräuchlichsten Verfahren sind das Handlaminieren (zum Bericht) und die Vacuum Infusion oder deutsch, Vakuuminfusion auch Vakuumverfahren genannt..
Heute konzentrieren wir uns auf die Herstellung von Küstenbooten per Vakuumverfahren
Vakuumverfahren oder Vakuuminfusion
Viele Bootswerften gehen heute dazu über ihre Boote mit dem Vakuuminfusionsverfahren zu produzieren. Neben dem Bootsbau wird es auch beim Bau von Windkraftanlagen eingesetzt.

Prozess Ziel: Optimale Laminattränkung
Manuel oder computergesteuerte Anlagen bringen einen Gelcoat auf die Form. Einlegen von konturgerecht zugeschnittenen Glas, Kevlar oder Carbonmatten. Im Falle eines Sandwichs gegebenenfalls Kernmaterialien mit einlegen.
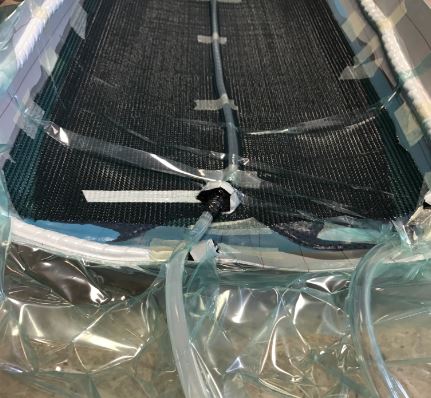
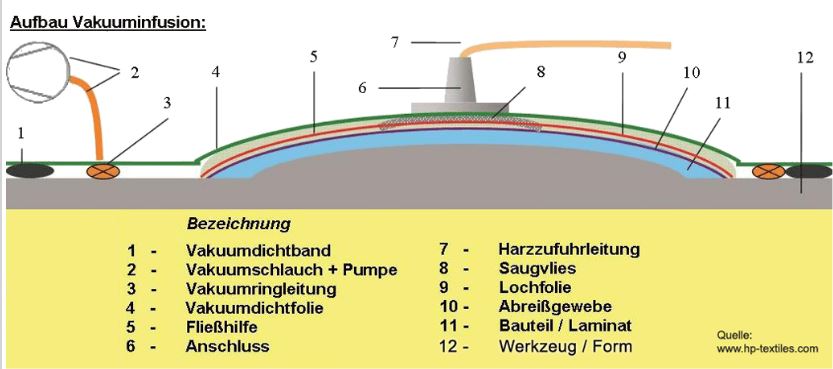
Nach dem Einlegen der Faser werden je nach Modell verschiedene Schlauchleitungen in der Form verlegt. Danach wird die Form mitsamt Materialien mit einer Folie luftdicht abgedeckt und durch Absaugen der gesamten Luft unter Vakuum gesetzt.
Mit Hilfe des Vakuums werden nun das Harz eingezogen. Die Schläuche – löchrig oder nicht verteilen das Harz sehr fein. Um sicherzustellen, dass es keine trockenen Stellen gibt, wird mehr Harz eingezogen als das Laminat benötigt. Das überschüssige Harz wird in Sammlern aufgefangen und evt. wieder neu eingespeist.
Während des Prozesses herrscht permanent Vakuum. Der Entzug von Luft entfernt weitgehend kleine Luftbläschen aus dem Laminat.
Aushärtung des Laminats unter leichtem Vakkumdruck.
Herstellung von Küstenbooten im Vakuumverfahrens – Merkmale
- Höherer Werkzeugaufwand, verbunden mit Initialinvestitionen.
- Mit einer Form kann man 500-1000 und mehr Boote bauen.
- Der Prozess ist qualitativ aufwendiger und benötigt Erfahrung.
- Die Lohnintensivität ist geringer als bei Handlaminaten. Material und Equipmentkosten sind höher.
- Weniger Lufteinschlüsse im Laminat und damit deutlich weniger Porosität (-Osmose).
Was ist typisch für Vakuum injizierte Coastal Boote?
- Gleichheit: Durch dieses Verfahren ähneln sich die Boote eher. Die individuelle Komponente durch den Laminierer entfällt. Das kann gerne zum Vorteil des Bootes sein. Der Prozess der Infusion übernimmt einen Aspekt der Qualitätssicherung.
- Konstanz: Die Harzverteilung, die Durchtränkung der Gewebe mit dem Bindeharz ist gleichmässiger und wird meist durch Dosiergeräte gesteuert. Generell sinkt der Harzanteil gegenüber Handlaminaten.
- Bootsgewicht. Achtet mal auf die Angaben der Bootsgewichte bei vakuuminjezierten Boote: Meist liegen Sie unter dem FISA Gewicht. Die Varianzen zwischen den einzelnen Booten sind geringer.
- Die Massgenauigkeit ist in diesem Prozess exakter
Warum stellt man Küstenboote im Vakuumverfahren her?
- Volumen: Bei der Herstellung von Küstenbooten ist das Verfahren ist bestens geeignet um kleinere industrielle Mengen an Booten herzustellen. Selbst Einzelstücke sind mit moderatem Aufwand und kosten zu produzieren.
- Materialien: Die genutzten Materialien sind auch hier Jahrzehnte erprobt und bieten sehr viel Sicherheit.
- Qualität / Kosten Vergleich: Ein Hauptgrund ist des Verhältnis von Kosten zu Qualität. Der Prozess bringt hochwertigere Boote aus der Form. Die Harzverteilung ist sauberer, Luftblasen im Gewebe werden reduziert. Damit verzögert sich wohl auch der Eintritt von Osmose.
- Gewicht: Generell sinkt der Harzanteil gegenüber Handlaminaten. Das bedeutet dass man bei gegebenen Harzmenge mehr Faser einsetzen kann. Umgekehrt erreicht man eine gegebene Steifigkeit mit weniger Harz.
- Steifigkeit und Verkleben: Man kann sehr einfach Schäume, Kerngewebe oder Waben mit hochfesten Deckschichten aus Harz und Gewebe verkleben und so ein extrem leichtes und steifes Bauteil herzustellen.

Variante: Vakuumpressen:
Zu dem oben gesagten gibt es eine einfacher aber auch qualitative gute Alternative. Beim Vakuumpressen wird das zuvor handlaminierte Bauteil mit der Form in einen Foliensack geschoben (nur bei kleinen Teilen möglich) oder mit einer Folie abgedeckt, die am Formenrand luftdicht aufgeklebt wird.
Durch Absaugen der Luft presst sich die Folie auf das Laminat und drückt es gegen die Form. Gleichzeitig durchtränkt sich das Laminat nochmals sehr schön, die Gefahr dass Harzansammlungen für Agglmerationen oder zur Gewichtszunahme führen wird reduziert. Überschüssiges Harz wird abgesaugt.





Dieser Beitrag hat 2 Kommentare
Kann Osmose bei im Vakkumverfahen hergestellten GFK Booten auch im Boot (Bilge)auftreten und sichtbar werden?
Wir groß ist die Möglichkeit das Osmose beim in Vakkumverfahen hergestellten GFK Boten auftritt.
MfG.
Joachim Schwanz
Lieber Joachim,
Osmose kommt hauptsächlich durch mangelndes Impregnieren und Ludamit Luftrückstände im Laminat zustande. Die Luft die im Laminat verbleibt wird beim laminieren unzureichend eliminiert. Selbst moderne Laminatroller können nicht alle Luftbläschen aus dem Laminat bringen. Beim Vakuumverfahren wird das Laminat unter Vakuum gesetzt und impregniert – das Harz saugt sich langsam in die Faser und schiebt die Luft vor sich her – gleichzeitig wird die Luft abgesaut / Vakuum. Hinzukommt, dass die meisten Europäischen Bootshersteller mit teuren wasserlastbaren Vinylesterharzen arbeiten. Die Nutzung von Vinylesterharzen und die Verarbeitung im Vaccuumverfahren schliessen eine Osmose fast 100%ig aus.